Toczenie na zamówienie: co klient powinien wiedzieć
Dokładność, materiały, rysunki, obróbka cieplna — jak zamówić toczoną część bez poprawek i zbędnych kosztów. Praktyczny przewodnik.
Toczenie to wytwarzanie części obrotowych: wałów, tulei, osi, kołnierzy, bębnów. Dla właściciela urządzeń toczenie często leży na ścieżce krytycznej naprawy: złamany wał zatrzymuje linię, a nową część trzeba wykonać szybko i dokładnie. W tym artykule wyjaśniamy, jak prawidłowo zamówić toczoną część, aby uniknąć poprawek.
Czym jest toczenie
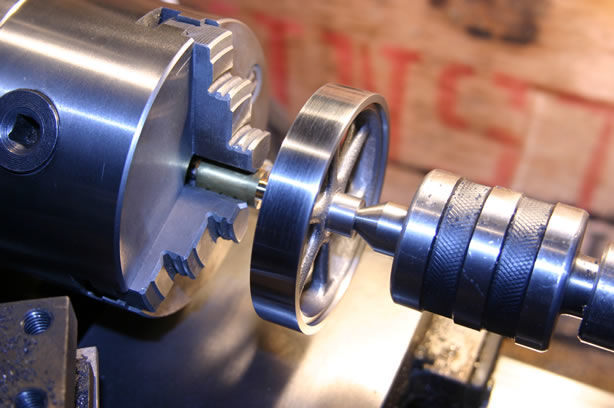
Toczenie to usuwanie metalu nożem z obracającego się przedmiotu. Na tokarce wykonuje się wszystko, co ma oś symetrii: wały, osie, tuleje, kołnierze, złączki, koła pasowe. Nowoczesne tokarki CNC trzymają geometrię automatycznie, ale jakość części wciąż zależy od jasności zadania.
Klienci zwracają się do nas najczęściej w dwóch przypadkach: pilna naprawa (część się złamała, linia stoi) i wytworzenie partii pod nowe lub zmodernizowane urządzenie. W pierwszym liczy się szybkość, w drugim powtarzalność.
Co trzeba dostarczyć do zamówienia
Aby wykonać część bez poprawek, potrzebujemy pełnego zestawu danych wejściowych:
- Rysunek lub wzór. Idealnie — rysunek z wymiarami i tolerancjami; jeśli jest tylko złamana część, sami zdejmiemy wymiary.
- Materiał. Stal konstrukcyjna, nierdzewna AISI 304/316L, mosiądz, brąz, poliamid — od tego zależą obróbka i cena.
- Klasa dokładności. Gdzie część jest osadzana: wymiar swobodny czy pasowanie pod łożysko.
- Chropowatość powierzchni. Zwłaszcza dla powierzchni pasowanych i uszczelniających.
- Obróbka cieplna. Czy potrzebne hartowanie, normalizowanie, azotowanie.
Im pełniejsze zadanie, tym mniej uzgodnień i tym dokładniejsza część za pierwszym razem.
Dokładność i tolerancje
Klasa dokładności to główny czynnik decydujący o złożoności i koszcie części. Nie warto zamawiać wysokiej dokładności tam, gdzie nie jest potrzebna: podnosi to koszt bez korzyści. Poniżej wskazówka, jaka klasa pod jakie zadanie.
| Klasa ISO | Tolerancja (Ø50 mm) | Typowe zastosowanie |
|---|---|---|
| IT11–IT12 | ±0,08…±0,12 mm | wymiary swobodne nierobocze |
| IT9–IT10 | ±0,03…±0,05 mm | budowa maszyn ogólna |
| IT7–IT8 | ±0,012…±0,02 mm | pasowania pod łożysko, koła pasowe |
| IT6 | ±0,008 mm | wały precyzyjne, wrzeciona |
Wskazówka inżyniera. Wskazujcie ciasną tolerancję tylko na tych powierzchniach, które realnie pracują w pasowaniu. Część, gdzie wszystkie wymiary zamówiono w IT6, kosztuje trzykrotnie więcej niż funkcjonalnie równoważna, gdzie dokładność zadano tylko na dwóch czopach osadczych.
Materiał i obróbka cieplna
Wybór materiału to równowaga wytrzymałości, odporności na korozję i ceny. Do części w kontakcie z produktem spożywczym wybieramy stal nierdzewną AISI 304, a w środowisku agresywnym 316L. Do wałów obciążonych — stal konstrukcyjną z następnym hartowaniem. Jeśli część pracuje na tarcie, jej powierzchnię się utwardza.
Toczenie rzadko bywa osobną usługą — częściej to część pełnego cyklu razem z frezowaniem i spawaniem. Złożony podzespół wykonujemy kompleksowo: toczymy wał, frezujemy rowki wpustowe, spawamy elementy podporowe.
Chropowatość powierzchni: gdzie jest krytyczna
Poza dokładnością wymiarową rysunek powinien zadawać chropowatość powierzchni — parametr Ra. To szczególnie ważne dla trzech typów powierzchni. Czopy osadcze pod łożysko: zbyt chropowata powierzchnia szybko rozbija pierścień wewnętrzny, zbyt gładka nie utrzymuje smaru. Powierzchnie uszczelniające pod manżety i dławnice: tu potrzebna jest polerowana powierzchnia Ra 0,4–0,8 µm, w przeciwnym razie uszczelnienie cieknie. Powierzchnie w kontakcie z produktem spożywczym: gładkość jest potrzebna nie dla mechaniki, lecz dla higieny — w mikroreliefie chropowatej powierzchni zatrzymuje się produkt.
Dla pozostałych, nieroboczych powierzchni wysoka gładkość nie jest potrzebna — i nie warto jej zamawiać. Jak z tolerancjami, każdy zbędny wymóg chropowatości to dodatkowe przejście nożem i dodatkowy koszt.
Pilna naprawa vs planowa partia
Dwa scenariusze zamówienia wymagają różnego podejścia. Przy pilnej naprawie linia stoi, więc priorytetem jest szybkość. Zdejmujemy wymiary bezpośrednio ze złamanej części, uzgadniamy materiał i wytwarzamy analog. Tu ważne jest nie „ulepszać” konstrukcji, lecz dokładnie odtworzyć część roboczą.
Planowa partia pod nowe lub zmodernizowane urządzenie to inna logika. Tu jest czas na rysunek, dobór optymalnego materiału i przygotowanie technologiczne. Dla serii od razu zakładamy powtarzalność: jedno ustawienie obrabiarki na całą partię, kontrola co piątej części. To gwarantuje, że dziesiąta część nie różni się od pierwszej — krytyczne, gdy części idą do węzła montażowego.
Podsumowanie
Dobra toczona część zaczyna się nie od tokarki, lecz od jasnego zadania: rysunek, materiał, realne tolerancje i wymogi obróbki cieplnej. Klient, który ustala dokładność z namysłem, otrzymuje część szybciej i taniej. Potrzebujesz toczonej części pod swoje urządzenie? Skontaktuj się z nami — przyjmiemy rysunek lub zdejmiemy wymiary ze wzoru. Więcej o usługach produkcyjnych pod tagiem usługi.


