Stainless steel mesh belts for ovens and cooling
How to choose the weave and pitch of a stainless steel mesh belt: load, temperature range, use in ovens and cooling lines.
A stainless steel mesh belt works where polymer does not survive: in ovens at +400 °C, in blast-cooling tunnels, on roasting and drying lines. Its main advantage is an open structure that lets air, steam and liquid pass right through the belt. In this article we break down weave types, how to choose the mesh pitch for the product and what to look at when ordering.
Why mesh and not a solid belt
In thermal processes product must be evenly heated or cooled from all sides. A solid belt screens the lower surface of the product, so heat exchange runs unevenly. A mesh belt with 50–75% open area lets the heat carrier pass through it — hot air in the oven, cold air in the cooling tunnel, steam during blanching.
The second reason is drainage. On washing and blanching lines liquid must drain freely, otherwise the product “bathes” in its own condensate. Mesh solves this by design. The third reason is temperature: AISI 304 stainless steel holds up to +400 °C long-term, special grades even higher, while silicone is limited to 220 °C.
Types of mesh belt weave
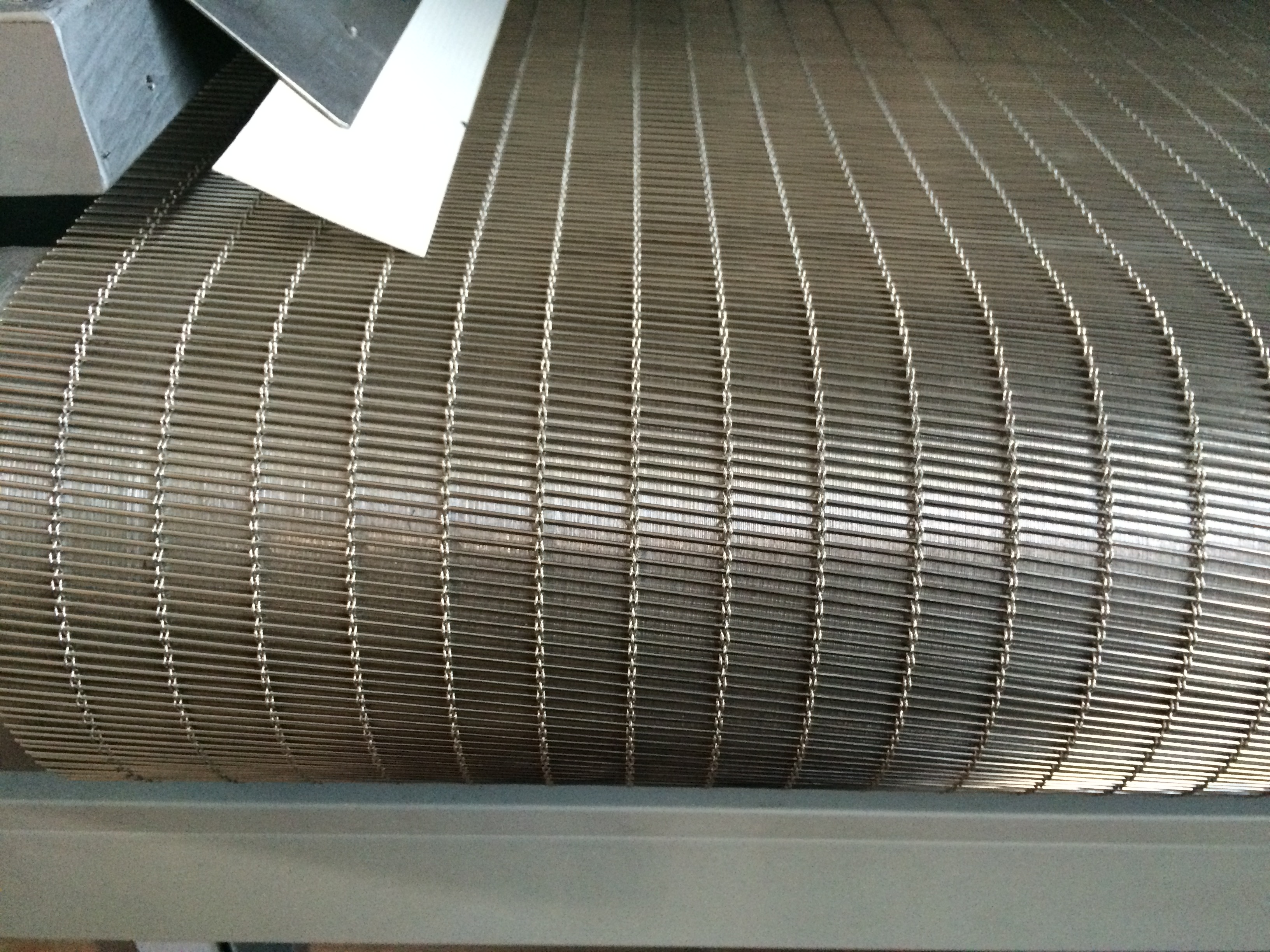
The belt construction determines its load capacity and the minimum product size that will not fall through the cells:
- Balanced spiral weave — left- and right-hand spirals joined by straight rods. A universal solution for ovens and cooling.
- Chain-driven flat strip — flat strips on a chain drive, for heavy and hot products, minimal elongation.
- Compound mesh — dense fine weave for small product: nuts, seeds, cookies.
- Rod mesh — cross rods in loops, high edge strength, for heavy items.
The finer the product, the smaller the mesh pitch required. For cookies and wafers we take a pitch of 5–8 mm, for bakery items 10–16 mm, for heavy blanks 20 mm and more.
Technical parameters: material and load
The steel grade is chosen by temperature and environment. AISI 304 is the standard for most ovens; AISI 316L for aggressive environments with salt, acid and chlorides. Below are indicative characteristics of typical mesh belts.
| Mesh type | Working temperature | Cell pitch | Load capacity |
|---|---|---|---|
| Balanced spiral AISI 304 | up to +400 °C | 5–16 mm | up to 25 kg/m² |
| Chain-driven flat strip | up to +600 °C | 10–25 mm | up to 80 kg/m² |
| Fine compound AISI 316L | up to +350 °C | 2–5 mm | up to 15 kg/m² |
| Reinforced rod | up to +500 °C | 12–30 mm | up to 120 kg/m² |
Engineer’s tip. A mesh belt is easy to over-tension — stainless steel barely elongates, so excess tension simply tears the edge spirals. We set the minimum tension, just enough for engagement with the drive sprocket.
Where we fit mesh belts
On our projects stainless steel mesh belts are used in thermal and wet zones. These are conveyors through tunnel ovens for baking and roasting, blast-cooling lines after heat treatment, seed and nut drying sections, blanching tunnels, pasteurisation lines. For washing lines a mesh belt is convenient because it rinses well under water jets and does not accumulate product in seams. We covered building thermal sections in more detail in our articles on conveyors and transporters.
The drive deserves a separate mention. A mesh belt is pulled not by drum friction but by sprocket engagement with the cells — this rules out slipping even under moisture and grease. So for ovens and washers mesh is more reliable than a friction belt.
Maintenance and service life
Stainless mesh lasts 3–6 years depending on the temperature cycle and load. The main enemy is thermal-cycle fatigue: constant heating and cooling gradually destroys the spiral joints. So in ovens we do not fit the belt edge-to-edge in width but leave room for thermal expansion.
Mesh is cleaned with water jets, steam or dry blowing — depending on the product. A stuck charred layer is removed with soft brushes, without metal tools that deform the cells. Once a month we check the condition of the edge spirals and engagement with the sprocket: that is where the first signs of wear appear.
Another parameter worth monitoring is belt tracking. A mesh belt, unlike a friction one, is centred by sprockets, so a tracking failure usually means sprocket wear or contamination. If the belt drifts sideways, we first check the sprocket teeth, not the tension. For long ovens we build in intermediate support sprockets or guide rails that keep the belt centred along its full length. A correctly designed drive group is half the lifespan of a mesh belt.
Conclusion
A stainless steel mesh belt is the optimal solution for ovens, cooling, drying and blanching, where through heat exchange and drainage are needed. The key selection parameters are weave type, cell pitch for the product size, and steel grade for temperature and environment. If you are designing a thermal section and are unsure about the mesh choice — get in touch, and we will select the belt for your process. More articles under the tag belts.

