Slat conveyors for packaging: choosing a type
How to choose a slat conveyor for a packaging line: slat material, load capacity, drive options and chain pitch.

A slat conveyor differs from a belt one in that the carrying surface is formed not by a continuous mat but by a set of separate slats on a traction chain. This design holds heavy, hot and bulky loads that a belt cannot manage. This article covers which type of slat conveyor to choose for a packaging line and what to watch for when ordering.
Why a slat conveyor beats a belt one
The slats rest on a rigid chain, so the mat does not sag under weight and does not stretch over time. The conveyor calmly carries glass containers, metal cans, crates, pallets — where a belt would deform or slip. The second advantage is resistance to temperature and aggressive media: steel slats are indifferent to marinade splashes, hot product or cleaning solutions. The third is precise routing: a rigid mat holds its geometry even on curves and inclines.
Slat types and materials
The slat choice determines which product the conveyor will work with:
- Stamped steel — for heavy and hot loads, cans, glass. We use AISI 304 stainless steel for food zones.
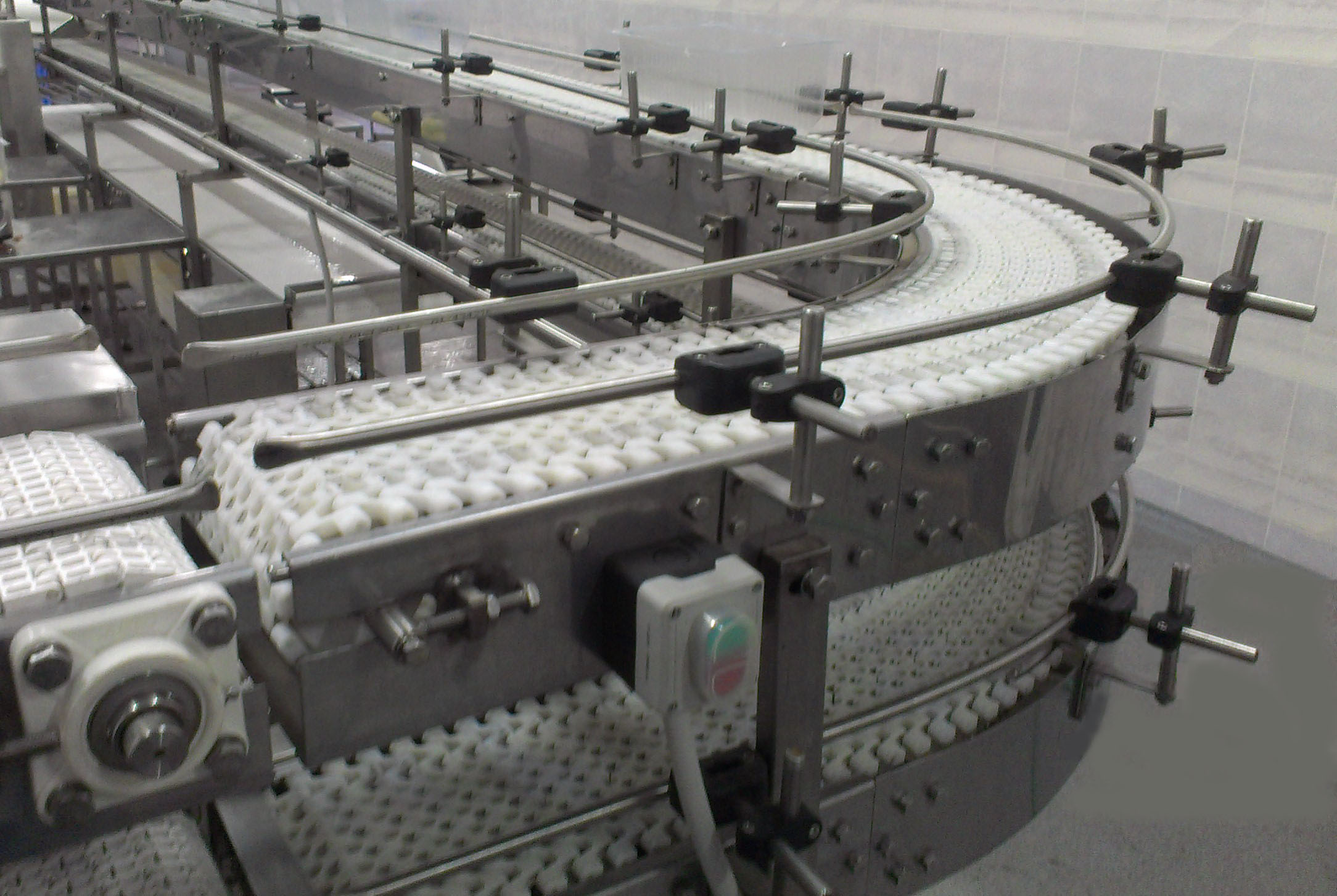
- Modular plastic — for light and medium packaging, wet zones where ease of washing matters.
- Slats with sidewalls — when the product may roll off, especially on inclines.
- Perforated — for draining, cooling and moisture removal zones.
Technical parameters of the types
| Slat type | Load | Temperature | Typical application |
|---|---|---|---|
| AISI 304 steel | up to 250 kg/m² | -20 … +200 °C | Cans, glass, hot product |
| POM plastic | up to 80 kg/m² | -40 … +90 °C | Light packaging, wet zones |
| Steel with sidewall | up to 200 kg/m² | -20 … +180 °C | Inclines, slopes |
| Perforated steel | up to 150 kg/m² | -20 … +200 °C | Draining, cooling |
Drive and traction chain
The heart of a slat conveyor is the traction chain. For short sections up to 6 m one central chain is enough; for wide mats we fit two parallel ones. The chain pitch is matched to the slat length: too large a pitch gives a “wave” on the mat, too small raises cost and weight. The drive is chosen with a gear motor and, if a variable line tempo is needed, with a variable frequency drive.
The chain moves along guides — and it is their material that determines the quietness of travel and the service life. For food zones we use UHMW polyethylene guides: they give low friction, do not spark and need no lubrication, which matters where a lubricant must not reach the product. The chain in such a version is often made of stainless steel or plastic so that the whole contact group is wash-resistant.
Tension and elongation compensation
A traction chain elongates over time — this is a normal joint-wear process. So that the mat does not sag and does not jump off the sprockets, the conveyor is fitted with a tensioning unit: a screw type for short sections or an automatic spring-loaded one for long ones. Insufficient tension leads to chain jumping on the sprocket and shock loads, excessive tension to accelerated wear of joints and sprockets. That is why the tension is checked to a schedule and corrected as elongation progresses.
Engineer’s tip. For a packaging line with glass containers, plan a speed of no more than 0.3 m/s and slats with a polished surface. High speed at the slat joints creates micro-impacts that build stress in the glass, which then cracks at the end consumer.
How to choose a conveyor for the line
The selection sequence we go through with the customer:
- Load — weight, dimensions, temperature, whether the product is robust.
- Geometry — length, width, curves, inclines.
- Line tempo — how many units per minute the section must pass.
- Environment — humidity, contact with product, washing regime.
- Integration — matching with adjacent sections by height and speed.
A mistake at the load stage is costly: insufficient slat strength leads to sag and jamming, excessive strength to surplus weight and energy overspend. That is why we always take the load from the peak value, not the average.
Maintenance and typical faults
A slat conveyor is undemanding but has its weak points. The most frequent fault is chain joint wear: when total elongation exceeds 2–3% of the length, the chain starts to “skip” the sprocket teeth, and it is replaced fully rather than link by link. The second control point is the gaps between slats: if they have widened through fastener wear, fine product or glass shards get under the mat. The third is the sprocket condition — a worn tooth profile is easily recognised by its hook shape, and such a sprocket will quickly finish off even a new chain.
We keep the maintenance schedule simple: a visual walk-round and tension check every shift, a chain-elongation check with a gauge once a month, and a revision of the drive and tension shaft bearings once a season. For stainless slats we separately watch the cleanliness of the joints: dried product in the gap acts as an abrasive and accelerates guide wear. A sound schedule extends chain service life to 6–8 years even on a round-the-clock line.
Where it is applied
We fit slat conveyors where a belt cannot cope: feeding glass jars onto a filling line, transporting hot product after heat treatment, accumulating heavy packaging before palletising. Often a slat section is combined with belt and roller ones — each type in its place. Picking transporters and conveyors for a specific line and coordinating their speed is the design engineer’s task. More material is under the tag conveyor.
Conclusion
A slat conveyor is the solution for heavy, hot and bulky loads a belt cannot manage. The key to the right choice is an accurate slat-load calculation and speed matching with the rest of the line. Planning a packaging section? Get in touch — we will pick the slat type and drive for your product.